我們總是在探尋發揮圓錐破碎最大效率的方法,也就是一直在探尋如何最大程度提高破碎機襯板的生產效率和利用率。要做到這一點,就必須確定正確的襯板更換時間節點,明白襯板壽命周期內腔型容積率與產量的變化關系。在確定合適的更換襯板時間節點時,應該考慮以下因素。

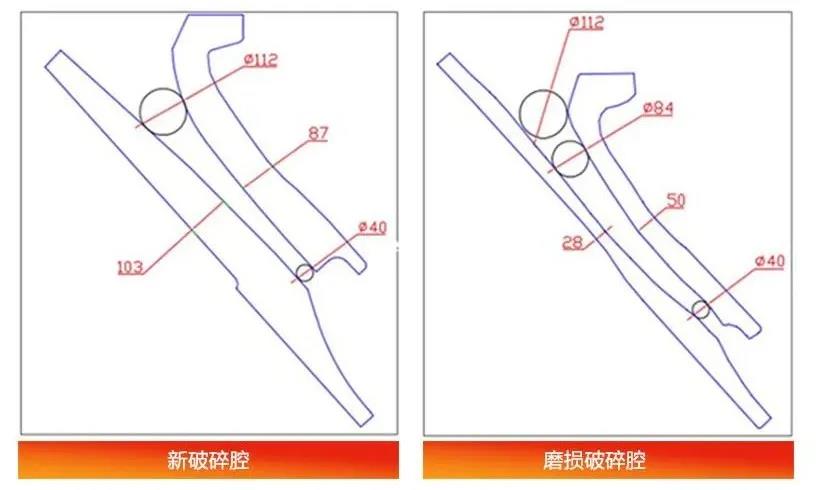
我們通過下面的圖片來了解兩者的不同。圖片顯示了兩種情況下,破碎機襯板的橫截面圖:左圖是沒有任何磨損的新腔型,而右圖是磨損后的腔型。磨損后的腔型厚度表明,利用率超過50%,因此我們可以評估襯板更換時間節點。注意,兩個腔型的緊邊排料口(CSS)都保持在40mm。但可以看到,112mm最大給料粒度位于磨損后腔型的破碎區之外,而磨損后破碎腔的尺寸為84mm。
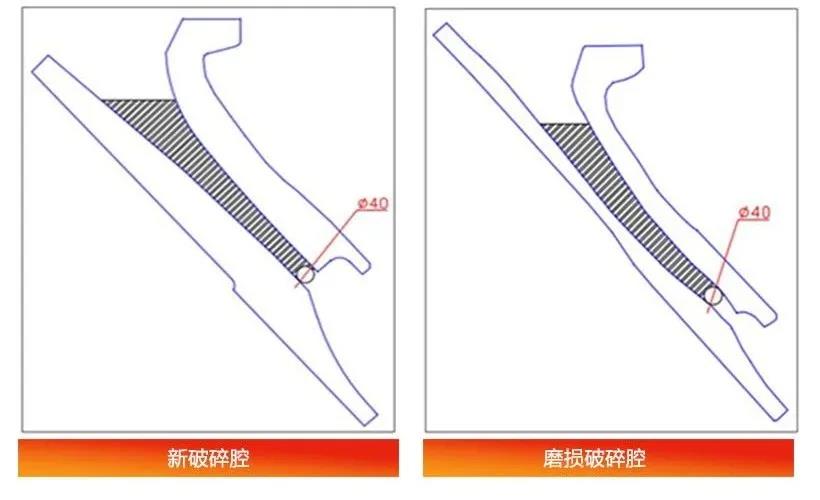
為了更好地理解容積能力,下圖展示了兩個腔型。可以看出,磨損后破碎腔的容積能力有所減小。與新破碎腔相比,容積能力越小的破碎腔,每小時處理量越低。這是在相同的緊邊排料口(如40mm)條件下進行比較。因為,如果增大緊邊排料口,雖然可以增加容積能力,但是會降低產品質量。
襯板性能和產能
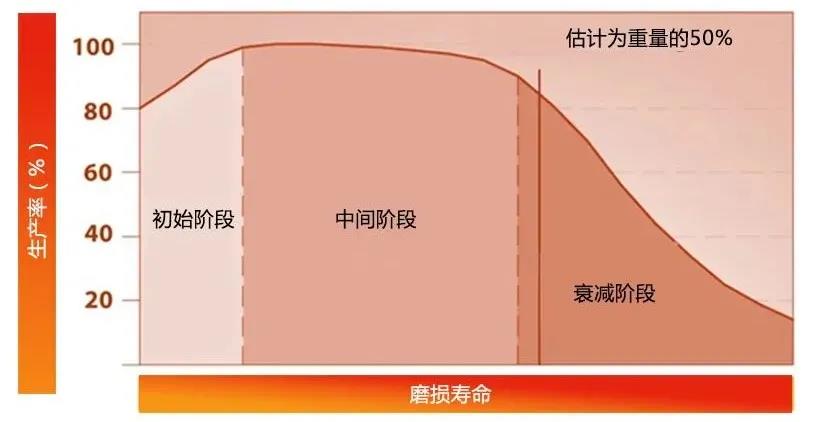
從生產率的角度看,一塊襯板的有效使用周期大致可以分為三個階段:
1.初始階段
據觀察,在大多數情況下,新襯板一開始的生產能力為80%。這種情況會持續較短時間,而破碎腔會根據持續的運行條件而變化。
2.中間階段
當腔型適應了粒度、緊邊排料口和產量,并且操作參數穩定在安全范圍內時,就進入了這一階段。與第一階段相比,產能會在較長的一段時間內接近100%。
3.衰減階段
據估計,當腔型的磨損達到50%時,就會到達這一階段。在這個階段,由于容積減小會導致生產能力加速下降,因此推薦更換襯板。
最終建議
監控磨損襯板重量的日志,可獲得最佳利用率區間,理想情況下應在45%至55%之間。
使用下列公式計算利用率:
監控和跟蹤每小時噸產量。
當襯板磨損的利用率達到50%時,確定每小時產量減少多少噸。如果這個值高于產量的10%,建議更換襯板。
關鍵在于評估是否繼續使用利用率超過50%的襯板,看損失的產量是否可以補償更換襯板的消耗。如果更換新襯板,這種損失會立即得到彌補。
 在線客服
在線客服






 :2242538890 2233515786 280327213 技術:
:2242538890 2233515786 280327213 技術: MSN:
MSN: