今天我們來給大家分析一下螺旋分級機下部支座失效的原因,給大家進行一下分析及改進措施。眾所周知,螺旋分級機在選礦中與球磨機組成閉路工藝流程,但分級機長期存在以下總理:下部支座使用壽命短,按年平均計算,大約是3個月失效。頻繁的失效更換,增加了停機次數和時間,降低了節能球磨機的運轉率,同時增加了工人的勞動量,增加了備件成本。針對這一問題,我們對下部支座失效的原因進行了全面分析,并提出了綜合改進方案,方案初步實施后取得了良好效果。
1、螺旋分級機的構造
原動部主要是電機輸出動力;傳動部包括減速機、圓柱齒輪減速裝置和圓錐齒輪減速裝置,接受原因動部分力,降速增扭調整,以滿足工作部要求;工作部由中空軸、上下支座、雙螺旋葉片、聯接支架及槽體構成,依靠螺旋輸送槽體內沉淀的粗粒礦砂進入返砂溝,依靠水力流動輸送槽體內沉淀的粗粒礦砂進入返砂溝,依靠水力流動輸送槽體內沉淀區的細粒礦砂,流過溢流堰進入浮選工藝;調整部包括升降絲桿、傳動機構等,調整工作部下支座在槽體中的深度,以調整沉淀區域范圍大小。
2、下部支座的構造及使用異常現象
(1)構造
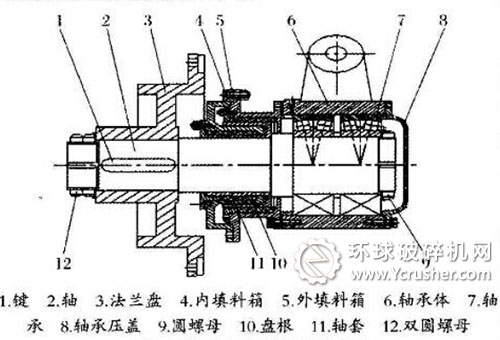
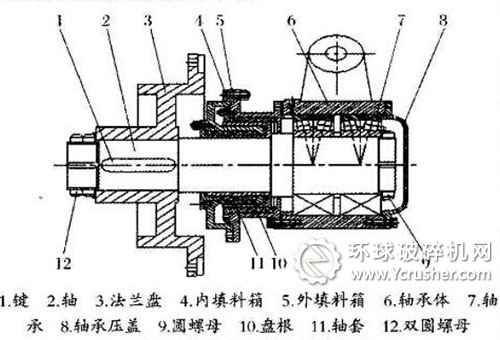
分析下部支座裝配圖(見下圖),可以將其按功能分解為3個組成:聯接部分、支承部分、密封部分。
(2)各部分使用異常現象
a、聯接組零件異常,雙圓螺母12松動、法蘭盤3肉孔磨損、鍵槽磨損、鍵1磨損。
b、支承組零件異常,圓螺母11退扣,
軸承珠架斷裂,珠子脫離軌道,嚴重時軸徑由Φ180磨損至Φ80左右與軸承座脫離。軸承體6內孔磨損嚴重、軸承壓蓋8端面被軸磨穿。
c、密封組零件異常,內填料箱4端面磨透,填料完全被磨損、消耗掉,腔體內部充滿礦泥。
3、異常現象原因分析
(1)下部支座軸承失效:分級機在正常工作時,由于返砂量對葉片的壓力,造成很大軸向力。又由于傾斜安裝,自重很大,也產生一定的軸向力。另外也有錐齒輪轉動產生的軸向分力,這三種軸向力理論上由上部推力球軸承承受,實際上隨著上部支承的磨損,以及裝配中誤差的影響,運行軸向力越來越大,引起中空軸下移,對下部支座產生推力,使軸承很容易過載發熱、卡死。又由于填料摩擦發熱嚴重,熱量不易散發,也會引起軸承熱膨脹卡死。
(2)法蘭盤內孔磨損:配合面粗糙度低,間隙偏大,下部軸承轉動不靈活引起配合面傳遞負荷加大。
(3)填料密封失效:填料密封摩擦阻力大,磨損嚴重,磨損后不能得到補償,容易進入礦砂,填料箱端面在塵蘭盤轉動過程中受到法蘭盤端面內砂粒的磨損,引起填料箱端面很快磨損,易進入砂粒。
4、下部支座改進方案
(1)支承組的改進
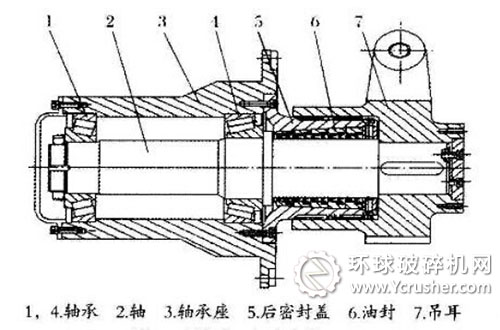
保持懸掛形式與法蘭聯接形式不變、外形尺寸不變的前提下,將軸承安裝在下部支座前段,離開砂粒堆積的死區,沉浸在活動的液面下,散熱條件好。選用圓錐滾子軸承1和4,如圖2所示,即能承受大的徑向力又能承受大的軸向力。通過受力計算,確定支承間距。
(2)密封組的改進
密封采用以復合的骨架式油封6為主,以螺紋密封為畏的多復合密封方式。
在后密封蓋5外圓柱表面上加工多頭螺旋線與吊耳7內圓柱表面形成螺旋密封,螺紋旋向與螺旋軸葉片旋向一致,當后密封蓋由軸2帶動按規定工作方向轉動時,螺旋產生的軸向分力將位于后密封蓋與吊耳之間空隙的砂粒輸送出去,使油封工作更加可靠。
選用兩種規格的骨架油封各5套,形成5組裝配單元,裝配單元的外廓裝配尺寸設計成5個尺寸段,裝配工作易進行,5組裝配單元的裝入移動距離等長,形成5組獨立的密封工作單元,任意一組的損傷和失效不能影響其它組的功用的發揮,密封更加可靠。
5、改進技術試驗效果
改進后的下部支座投入試驗,試驗的兩套部件至今已運行9個多朋,狀況良好,期間未出現任何異常現象。
6、結語
通過對下支座支承方式的改進,改變了其承受軸向力的能力,使其受力更加合理。在軸承裝配中,潤滑油一次填滿,保證軸承可靠潤滑。又利用螺旋輸送原理使密封更加可靠,骨架油封密封形成的轉動阻力矩很小,轉動靈活。改進后的下部支座結構簡單,運行時間長,節約了備件成本,提高了設備運轉率。
螺旋分級機一般用在選礦生產線中,與球磨機形成閉路流程。
 在線客服
在線客服





 :2242538890 2233515786 280327213 技術:
:2242538890 2233515786 280327213 技術: MSN:
MSN: