在線客服
在線客服




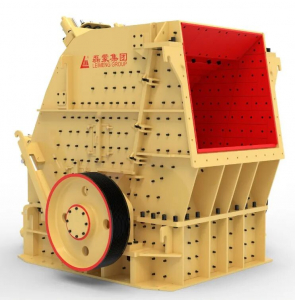
破碎機主要對各類石料進行破碎作業,根據破碎的原理不同和產品顆粒大小不同,又分為很多型號。破碎機廣泛運用于礦山、冶煉、建材、公路、鐵路、水利和化學工業等眾多部門。
常用破碎機械有顎式破碎機、反擊式破碎機、立式沖擊式破碎機、液壓圓錐式破碎機、環錘式破碎機、錘式破碎機、輥式破碎機、復合式破碎機、圓錐式破碎機、雙級破碎機、旋回式破碎機、移動式破碎機等。
破碎機的焊接維修方法
破碎機在生產使用中,由于軸頸和軸承的配合表面接觸不良;軸承蓋和軸承座的墊片以及螺絲調整不當,配合間隙過大、過小以及偏斜,齒輪、軸、軸承以及減速箱的同心度、水平度、垂直度相互配合、組裝不好等等的因素,都將引起單位面積負荷分布不勻和增加附加負荷,加速零件磨損,久而久之造成破碎機損壞,在以往的維修過程中,焊接維修是最為節能和迅速的方法,所以較為常用。
1、焊接前應徹底清掃要焊接的部位。
2、熱焊效果比冷焊好,所以,主要零件進行焊接時,在有可能條件下,盡量采用熱焊(預先將焊件加熱到100~700℃,再進行焊接)。
3、焊接時,在有條件情況下,應盡量采用俯焊,這將對焊接質量有很大好處,并有利于操作。
4、焊條直徑和電流大小,應根據焊件的厚度,周圍的溫度和焊接所處的位置來選擇,焊條型號應根據焊件材料及有關技術要求條件來選擇。
實踐證明,采用大電流焊接,可以提高焊接質量,同時還能加快速度。但也不可過大,有時也需要較小的電流為有利。一般電流過大,焊條芯過熱,涂藥過早脫落,增加飛濺和燒損,降低燃弧的穩定性,使焊縫成型困難;同時,易造成焊縫兩側咬邊,根部過薄和燒穿。
對于合金鋼來說,金屬組織過熱,焊縫及近縫區金屬容易變質,機械強度降低。若電流過小,則熔深不夠,又易造成焊不透和熔化不良。同時,由于電弧熱能小,熔注金屬冷凝較快,而形成焊縫中央渣和氣孔。

 :2242538890 2233515786 280327213 技術::497398702
:2242538890 2233515786 280327213 技術::497398702  MSN:
MSN:

豫公網安備 41010502002251號
掃破碎機網微信公眾號-閱讀行業最新資訊