在線客服
在線客服




圓錐式破碎機是目前相當普及的一種破碎機械,本文主要講的是圓錐破的碗形銅軸瓦的焊接修復。一礦山企業的圓錐破碎機的碗形銅軸瓦工作時承受振動負荷,且工作負荷大,在瓦壁8—20mm孔處出現裂紋(圖1),致使該部件無法正常使用。為了恢復其使用功能,提高其使用年限,降低生產成本,決定采用焊接方法進行修復。
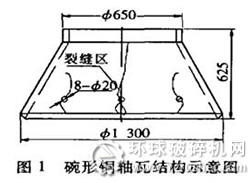
碗形銅軸瓦結構示意圖
焊前準備:①用角向磨光機對裂紋處進行打磨,倒角成雙Y形坡口,坡口形式見圖2。②對坡口兩側30mm范圍內表面的油脂、水份、金屬氧化膜及其它雜質進行仔細地清理,直至露出金屬光澤為止。③選用T227焊條,與銅軸瓦錫青相匹配,采用多點內外定位焊,再用內外交替的焊接方法來控制焊接變形。
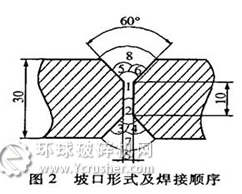
坡口形式及焊接順序示意圖
焊接工藝:①選用ZX7—500型逆變直流手工焊機.電源極性為直流正接。②焊條使用前經2 0 0℃左右,1—2小時烘干.隨用隨取。③用氧乙炔焰對坡口兩側面100~150mm范圍內進行局部預熱,預熱溫度350~400℃,并用石棉布覆蓋整個部件。要嚴格控制預熱溫度和焊接條件。④選用3.2mm的T227焊條,焊接電流為90~120A,電弧電壓為20~24V。⑤采用合理的焊接順序(圖2)。
焊后立即輕輕敲擊焊縫以細化晶粒,減小焊接應力及變形。⑥焊后立即用氧乙炔焰對焊縫兩側250mm范圍內加熱至350-400℃并保溫緩冷,消除殘余應力。⑦焊后48小時后,用機床修復加工表面,即可投入安裝使用。
修復效果:修復后的圓錐破碎機的銅軸瓦加工后表面無氣孔和裂紋,用紅外線探傷,焊縫內部組織均勻、無缺陷。使用一年后完全滿足各項技術要求,使大量報廢的銅軸瓦得以再利用,經濟效益顯著。圓錐破碎機碗形銅軸瓦的焊接修復成功,值得推廣應用!

 :2242538890 2233515786 280327213 技術::497398702
:2242538890 2233515786 280327213 技術::497398702  MSN:
MSN:

豫公網安備 41010502002251號
掃破碎機網微信公眾號-閱讀行業最新資訊