中信重工“大工匠”打造大國重器
2015-10-20來源:環球破碎機網
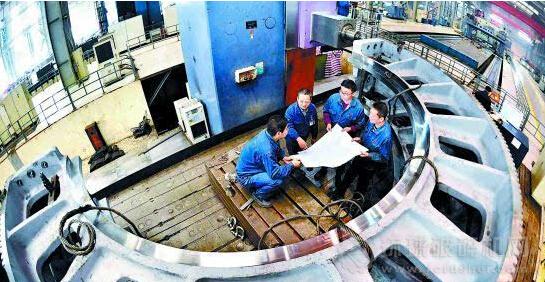
譚志強和他的團隊在出口大齒圈生產現場開展技術攻關

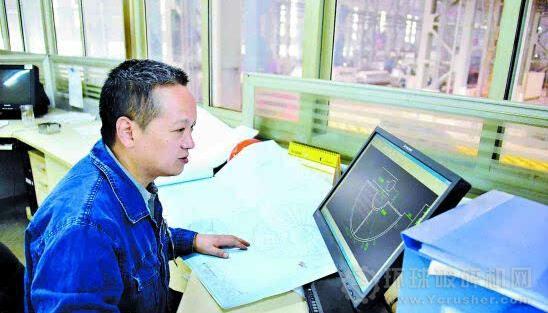
譚志強熟練運用各種制圖軟件,多次攻克重點產品的加工難題
譚志強一絲不茍地調整切削刀具的安裝位置
17日,中信重工
機械股份有限公司重機廠,在足有3層樓高的、亞洲跨度最大的、國內最先進的9×30米數控龍門鏜銑床前,中信重工“大工匠”譚志強領著徒弟精心加工為德國西門子公司制造的大型機架。這個重上百噸的大活件上的孔洞精度控制在0.02毫米內,也就是一根頭發絲粗細。
今年46歲的譚志強,是這臺大型數控龍門鏜銑床的機長。
譚志強高中畢業后進廠工作。從操作“搖搖把”機床到操作小型數控機床,再到操作大型多功能數控機床,他不斷學習,不斷突破,由最初的學徒工成長為市“優秀首席員工”、省“十大能工巧匠”。2013年,譚志強成為中信重工首批聘任的5名“大工匠”之一。
國產大飛機制造裝備
項目——拉伸矯直機機架,這個長8米、重200多噸的特大矩形件的四角倒圓弧,成了加工的難點,稍微的顫刀將造成巨大的尺寸偏差。當工友們對顫刀嚴重束手無策時,譚志強頂在了現場。為確保不顫刀,在使用小刀盤加工和精銑時,譚志強還專門自制了長刀桿,并通過小走刀量,一點一點地細“磨”。最終,這個龐大的矩形件完美地達到了標準。
孔洞錯位是重型裝備制造業的“老大難”問題。譚志強帶領團隊,獨創性地利用數控龍門銑為鉆床工序“啃骨頭”,使公司加工磨機筒體的效率由過去的10多天縮短為現在的三五天。“譚志強‘大工匠’工作室”成立后,他帶領的這個技術團隊,成為企業轉型發展的工人創客群。依托“大工匠”工作室,譚志強和他的團隊不斷攻克難關,將亞洲最大的軋機機架、重達276噸的22米立車立柱、出口巴西的溢流型
球磨機大齒圈、大型支承輥等極難加工制造的“攔路虎”,變成了中信重工走向國際市場的通行證。去年,他帶領的工作室攻克10項重大課題,累計創造效益900多萬元。
目前,中信重工成立了5個“大工匠”工作室及16個首席員工創新工作站。這些技術工人練絕活、強技能、提效率,不但推動了企業轉型發展、效益提升,也為中國重型裝備在國際上贏得了廣泛贊譽。(洛陽日報記者 潘郁 攝影報道)
責任編輯:宋欣
環球破碎機網版權與免責聲明:(點擊查看)

 在線客服
在線客服




 :2242538890 2233515786 280327213 技術:
:2242538890 2233515786 280327213 技術: MSN:
MSN: