一、背景材料
破碎機襯板是
選礦企業的核心設備,所采掘到的所有礦石都需要經過破碎機破碎至合適的大小才可以進入選礦工序,破碎機的襯板就相當于破碎機的“鋼牙鐵齒”,要通過它把進入破碎機的礦石咬碎、磨細,讓大大小小的礦石塊最后變成如細沙一般的粉末。
要想完成這個艱巨的任務,襯板必須具備極高的硬度,還要有很好的韌性,即能抗得住沖擊還要經得起磨損,所以目前國內外普遍采用高錳鋼(含錳10%~15%,常用的有Mn13,Mn13Cr2等)來制造。高錳鋼的高耐磨性能主要來自于在高沖擊負荷下的冷變形過程中,由于位錯密度大量增加,位錯的交割、位錯的塞積及位錯和溶質原子的交互作用使鋼得到強化。并且隨著使用磨損,硬化層隨之深化,對工件形成連續遞進發展的高硬度表面以保證其良好的使用狀態,達到較長的工作壽命。
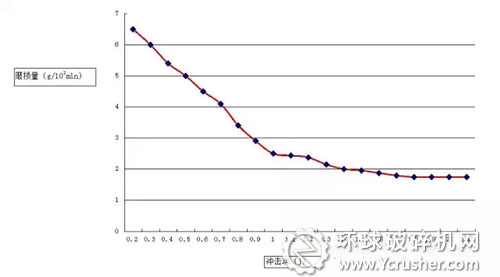
為達到足夠的表面硬化層,首先要有足夠的沖擊值和變形量,研究表明在沖擊功低于1.2-1.8J時,高錳鋼材質在尚未形成良好的加工硬化層之前就產生了大量的磨損,硬化層的生成速度低于磨損速度,導致耐磨性能的大幅降低,并且在加工硬化層形成之前,高錳鋼抗磨粒磨損效果很差。
二、針對性研究
鞍山地區的鐵礦石普遍品位偏低,且屬于磁鐵礦、赤鐵礦和褐鐵礦混合伴生,而脈石以顆粒狀石英、白云石等為主,各組分硬度從莫氏3.5-6.5不等,這就導致了在
圓錐式破碎機入口破碎沖擊后,生成了大量的高硬度顆粒和較低硬度的塊狀礦石混合體,其中的高硬度顆粒對襯板造成了強烈的磨粒磨損,導致沖擊硬化層難以形成,襯板壽命大幅度降低。
為詳細研究鞍鋼礦業公司所用的山特維克H8800圓錐破碎機襯板磨損消耗快的具體原因,我們對失效的破碎機襯板取樣并做了相關的檢測。
根據圓錐破碎機的破碎原理,我們知道圓錐破碎機動襯板、靜襯板與被磨礦石之間形成三體磨料磨損,襯板的表面處于復雜的應力狀態。礦石在巨大的彈簧壓應力作用下,對襯板局部表面產生巨大的壓應力,同時動錐體高速運轉產生巨大的切應力,兩者同時作用,對襯板產生鑿削、切削和擠壓而形成沖擊坑。
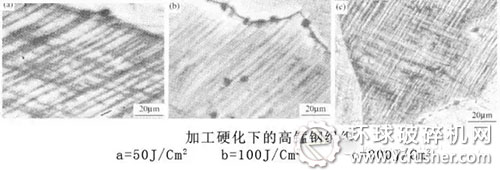
從圖1的磨損形貌可見,圓錐破碎機動襯板作偏心自轉運動,當其偏轉至固定襯板時,給破碎的礦石巨大的沖擊載荷,使襯板受到擠壓而產生塑性變形。在多次反復塑性變形情況下,襯板形成眾多的擠壓(沖擊)坑。
同時,承受巨大載荷的礦石,又使襯板受到擠壓應力和剪切應力。擠壓應力使動襯板產生塑性變形。在多次反復塑性變形情況下,襯板表面形成眾多的擠壓(沖擊)坑,如圖3所示,同時,在擠壓坑底部,經過反復擠壓,產生形變強化,塑性耗盡而形成脆性斷裂。
進一步觀察發現,在巨大擠壓應力作用下,礦石擠壓襯板表面。由于礦石的普氏硬度較低(鞍山鐵礦石普氏硬度系數12~18,巖石普氏硬度系數8~18),因此礦石耐壓強度低,斷裂強度也低,容易斷裂。礦石斷裂后,由于襯板硬度較低,而被擠壓于坑底部。
同時,在動錐體旋轉時,礦石與襯板之間相互產生剪切應力。滑動的礦石及被擠壓于坑底部的礦石對襯板表面進行鑿削和切削,如圖6所示。因此,
圓錐式破碎機襯板在實際運轉過程中,同時存在鑿削、切削與擠壓(沖擊)坑3種磨損形式。至于3種磨損形式所占比例,既與礦石受力情況和大小有關,也與反映礦石耐壓強度的普氏硬度值有關。
 在線客服
在線客服





 :2242538890 2233515786 280327213 技術:
:2242538890 2233515786 280327213 技術: MSN:
MSN: